
Ultrasonic technology applied to the dairy industry
Over the past few decades, alternative methods for improving traditional food processing have increased. In addition, the development of new dairy products has become more and more important due to increased consumer demand for delicious, healthy and minimally processed products. Ultrasonic processing or ultrasonic processing is a promising alternative technology in the food industry because it has the potential to improve the technical and functional characteristics of milk and dairy products.

The application of ultrasound to conventional dairy processing has the potential to provide significant benefits to the dairy industry, such as possible cost savings and improved product performance. Processing methods in many dairy applications take precedence over traditional thermal processing methods in recent years. Ultrasound generates physical forces, such as acoustic currents, acoustic radiation, shear, micro-jets, and shock waves.
Working principle
High-intensity ultrasound is recognized as sound waves beyond the range of human hearing. The frequency range of ultrasound is 20 kHz-10 MHz. The interaction between ultrasonic waves, liquid and dissolved gas will cause "cavitation" when ultrasonic waves pass through the liquid medium.
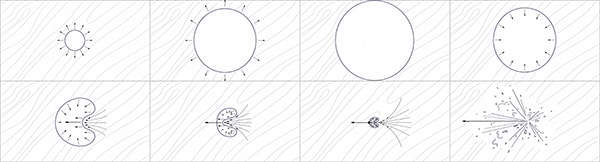
Under the action of ultrasonic waves, a large number of bubbles dissolved in the liquid will merge due to rectification and diffusion. Bubbles will continue to grow, and the enlarged bubbles oscillate and experience fluctuations under the action of ultrasonic waves. When the bubbles reach the resonance size range, which depends on the ultrasonic frequency, they will expand to the maximum and burst violently. This violent phenomenon can produce high temperature and pressure conditions of up to 10,000 K. This phenomenon is called "instantaneous cavitation". Instantaneous cavitation can complete liquid emulsification and sterilization activities.
Ultrasonic emulsification
Due to the advanced nature of ultrasonic technology, ultrasonic technology can be used as an excellent choice to produce smaller droplet sizes, narrow size distribution, a label with the ability to use the smallest emulsifier content, increased emulsion stability, easy operation and cleaning- Due to the low energy consumption, the production cost is low. Therefore, low-frequency and high-power ultrasound has been widely used to produce stable emulsions. The shock wave generated by the bubble collapses near the two disjoint phase boundaries. The easily soluble liquid results in effective mixing of the two liquids.
The process of ultrasonic emulsification is divided into two steps. The first step involves exploding the dispersed phase droplets into the continuous phase resulting in the formation of smaller droplets using turbulence caused by mechanical vibrations. This second step is to initiate droplet-droplet merging through excitation at the interface. In the final droplet size emulsification process, the distribution obtained due to the competition between emulsifiers is two opposite processes.
Ultrasonic sterilization
Milk provides an ideal environment for the growth of microorganisms, so the quality of microorganisms is very important for milk and dairy products. Heat treatment is the most common practice used to control microbial growth in the dairy industry. However, various physical and chemical, nutritional and sensory properties have changed, and because of this, alternative methods have been sought. In this case, sonication can be sterilized while preserving the color, taste and nutrition of dairy products to the greatest extent.
The antibacterial effect and bactericidal effect produced by acoustic cavitation are produced by intracellular cavitation, which destroys the structure and function combination of bacteria, and finally completes the inactivation of microorganisms. In addition, the pressure and temperature fluctuations of ultrasonic treatment can damage the cell walls. The formation of free radicals and microfluidics destroy and dilute cell membranes and destroy microorganisms.
Sum up
Compared with other emerging technologies, the attractiveness of ultrasound as a processing technology has been considered safe. In the past ten years, this technology has rapidly developed into a gentle non-thermal processing tool that can replace or assist many conventional dairy processing applications, such as the inactivation of microorganisms and enzymes, homogenization and emulsification, emulsification, crystallization, and Functional improvements in the dairy system.




